What are Cast Wear Blocks?
Advantages
- Easy to form and fit
- High Abrasion Resistance
- Impact Resistant
- Easy Installation
- No excessive cutting
- No Pre/Post Heating When Welding
- Variety of Sizes
- Versatile
- 700 BHN
Cast wear blocks specifications
Approximate Sizes (Blocks)
| Approx. Size (L x W) | Thickness (H) | |||
|---|---|---|---|---|
| mm | in. | mm | in. | Weight |
| 240 x 25 | 9 7/16″ x 1″ | 25 | 1″ | 2.4 lb |
| 240 x 40 | 9 7/16″ x 1 1/2″ | 25 | 1″ | 3.7 lb |
| 240 x 50 | 9 7/16″ x 2″ | 25 | 1″ | 4.8 lb |
| 240 x 65 | 9 7/16″ x 2 1/2″ | 25 | 1″ | 6.2 lb |
| 240 x 90 | 9 7/16″ x 3 1/2″ | 25 | 1″ | 9.2 lb |
| 240 x 100 | 9 7/16″ x 4″ | 25 | 1″ | 9.7 lb |
| 240 x 130 | 9 7/16″ x 5 1/8″ | 25 | 1″ | 12.3 lb |
Approximate Sizes (Buttons)
| Diameter (D) | Base Thickness | Total Thickness (H) | Weight |
|---|---|---|---|
| 2 3/8″ | 7/16″ | 1 3/16″ | 1.5 lb |
| 3″ | 7/16″ | 1 3/16″ | 2.2 lb |
| 3 1/2″ | 7/16″ | 1 3/16″ | 3.3 lb |
| 4 1/2″ | 1/2″ | 1 1/4″ | 5.7 lb |
| 6″ | 5/8″ | 1 5/8″ | 12.5 lb |
Length & Width (top view)

Thickness (Side View)

Diameter & Thickness

Installing on Curved Surfaces
1. Clean surface that wear block will be welded to.
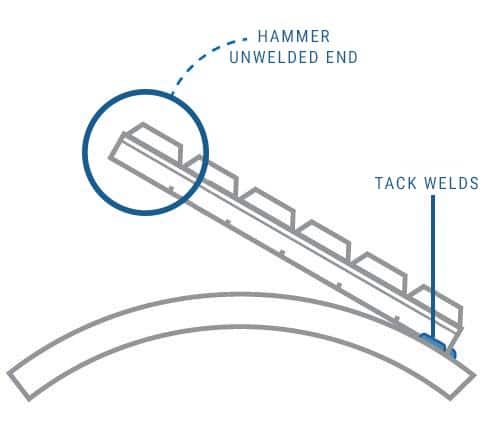
2. For outside curves:
Tack weld one end of the bar to the surface in at least three places, using a minimum of 1/2″ weld in each deposit (shown below). Hammer down the unwelded end of the bar to form the chocky bar to the curved surface. Stitch weld until the wear bar is firmly in place.
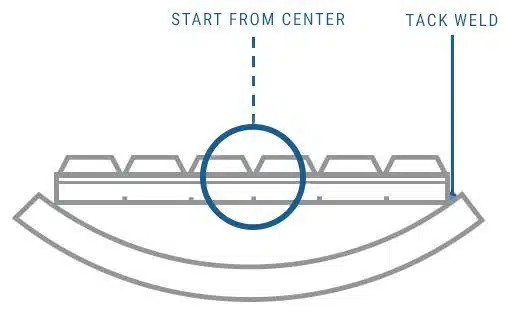
3. For inside curves :
Tack weld one end of the bar to the surface using a minimum of 1/2″ weld in each deposit (shown below). Starting from the center, hammer down the bar to form the chocky bar to the curved surface. Stitch weld until chocky bar is firmly in place.
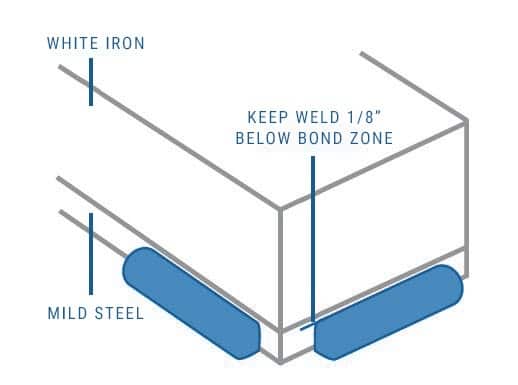
Welding
- Clean the surface that wear block will be welded to. Ensure the surface is as clean and flat as possible.
- Tack weld the wear block into position.
- Stitch weld in 2″ length runs, alternating ends, or similar to minimize heat input. Do not deposit weld within 1/8″ from the bond zone between the white iron and mild steel backing plate.
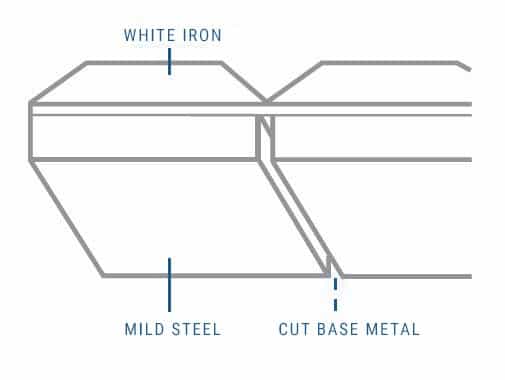
Cutting
- Clamp wear bar down securely.
- Cut through base to white iron bond area.
- Wrap bar with a cloth and carefully hit it with a hammer. Wear bar should break cleanly at the notch.